What we do

CSIR Energy Centre
We advance energy technologies, model optimal carbon-neutral pathways and provide guidance to regulatory authorities, markets and policymakers. This work supports a just transition towards reliable, efficient and clean energy in South Africa.

CSIR Energy Centre
We advance energy technologies, model optimal carbon-neutral pathways and provide guidance to regulatory authorities, markets and policymakers. This work supports a just transition towards reliable, efficient and clean energy in South Africa.

CSIR Energy Centre
We advance energy technologies, model optimal carbon-neutral pathways and provide guidance to regulatory authorities, markets and policymakers. This work supports a just transition towards reliable, efficient and clean energy in South Africa.

CSIR Energy Centre
We advance energy technologies, model optimal carbon-neutral pathways and provide guidance to regulatory authorities, markets and policymakers. This work supports a just transition towards reliable, efficient and clean energy in South Africa.

CSIR Energy Centre
We advance energy technologies, model optimal carbon-neutral pathways and provide guidance to regulatory authorities, markets and policymakers. This work supports a just transition towards reliable, efficient and clean energy in South Africa.
Contact information:
Highlights

Major metro has a new plan for clean, affordable electricity
The City of Tshwane and the CSIR determined an ideal mix of solar, wind, battery storage, hydro, landfill, and biomass energies as part of a recent study. These renewables could supplement the existing power supply from Eskom to help the city lower electricity prices while meeting growing demand and emissions targets. The study also looked at how embedded generation can boost power security and create export revenues from excess power to the grid. Embedded generation refers to electricity produced close to where it is used and fed into the distribution network. CSIR researchers are urging other municipalities to adopt science-based energy planning and modelling to help reduce emissions, prevent electricity theft, and align with national electricity planning.
Our research

Energy industry
Go somewhere
Energy supply and demand
Go somewhere
Energy storage testbed
Go somewhere
Electrochemical energy technologies
Go somewhere
Energy systems
Go somewhereOur capabilities


Our facilities
We support industry through research, testing at our facilities and a range of expert services.




Resources
 South Africa’s power generation statistics 2024: A presentation
Go somewhere
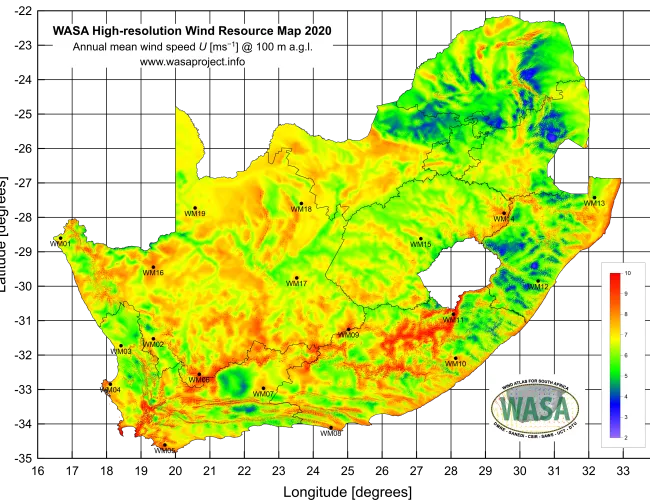
SANEDI Wind Atlas
Go somewhere
South Africa’s power generation statistics 2024: A presentation
Go somewhere
SANEDI Wind Atlas
Go somewhere